Erp enterprise management 2 tutorial. Is 1C an ERP system? Procedure for selling software products
On June 25, 2019 it became known that within the next two or three months the 1C company will create an international version of its ERP (Enterprise Resource Planning, enterprise resource planning) system, which will be easier to implement with customers abroad due to easier adaptation to local realities.
| We set ourselves the goal of extracting a core from the Russian ERP, cleared of “Russian legislation,” which can be used in different countries as the basis for the development of local solutions. At the same time, from his words one could conclude that in the future Russian ERP will be developed on the basis of this particular core, |
The beta version of the international ERP with index 2.5.3 will be released in August or September 2019. Then its final development will begin based on incoming partner requirements.
Alexey Monichev is confident that 1C’s work on the English version of ERP will benefit not only foreign, but also Russian users - due to the accelerated development of its functionality.
In particular, according to the top manager, within the framework of this project there will be a significant development of the IFRS subsystem (international financial reporting standards) and a fully customizable RAS chart of accounts (Russian accounting standards published by the Ministry of Finance) will appear.
2018: Integration of the Yandex.Cash module into 1C:Enterprise products
2017
"1C-Rarus" is preparing the module "1C: Customer-Developer"
On October 18, 2017, the 1C-Rarus company announced preparations for the release of the product “1C: Customer-Developer. Module for 1C:ERP”, which allows you to automate the processes of construction, sale and rental of real estate and investment activities.
Revision 2.4 release
Regulated accounting
- It is possible to indicate the identification number (tax number) of a legal entity outside the Russian Federation.
- Storage of the counterparty's TIN and KPP details in received invoices is supported.
- The mechanism for reflecting information on registration with tax authorities of separate divisions of the organization, allocated to a separate balance sheet, has been optimized.
- The registration of a special taxation procedure for property tax has been changed.
- The forms for declaration and calculation of advances on property tax have been updated.
- VAT accounting for the export of raw materials has been supported.
- A new procedure has been defined for setting accounts when reflecting settlement transactions with counterparties using the parameters of GFU settlements.
- The procedure for setting up accounts within the “Setting up the reflection of documents in regulated accounting” workplace has been optimized.
- Separate accounting for contracts has been implemented in accordance with the requirements of Federal Law N 275-FZ.
Accounting for non-current assets
A scenario has been added for organizing the accounting of non-current assets, in which:
- all types of accounting for non-current assets (regulated, international and managerial) are based on data from the operational circuit;
- uniform documents are used for all types of accounting;
- the possibilities for reflecting transactions with non-current assets in international accounting are brought into line with similar possibilities in regulated accounting;
- independent management accounting of non-current assets is supported in case of disconnection of regulated and international accounting;
- The mechanism for calculating depreciation has been optimized to carry out calculations for a large number of accounting objects.
HR management and payroll
Regulated personnel records and payroll calculations are unified with the configuration "Salaries and personnel management PROF", edition 3.1.3.
Service capabilities
- To create geographically distributed systems, a mechanism for distributed information bases (RIB) has been added. Using this mechanism, synchronization of configuration changes and complete consolidation of data between the central database (central node of the RIB) and all peripheral databases (peripheral nodes of the RIB) are carried out.
- To develop e-commerce tasks, a mechanism for creating and publishing your own 1C-UMI sites has been added. The mechanism is implemented as part of a separate service for automated creation and filling of a website “in one click”.
- The mechanism for maintaining and developing conversion rules using the universal Enterprise Data format has been simplified, support for version 1.4 has been implemented.
Requirements
To switch to edition 2.4, you must install version no lower than 2.4.1 of the "ERP Enterprise Management 2" configuration. For edition 2.4 to work, the 1C:Enterprise platform version 8.3.10 or higher is required.
"1C:ERP Enterprise Management 2" can be purchased, rented or used in the cloud.
Development of regulated accounting
Generating transactions based on documents
- Possibility of automatic accounting. recording only documents verified by an accountant
- Setting up an account for materials transferred for recycling
- Reflection of assembly/disassembly of items without using account 20
- Setting up sales accounts for UTII
- Filling out section 7 of the VAT return
- Convenient workplace for transferring VAT to the budget for individual transactions
- Support for VAT accounting features when importing goods from the EAEU
- Development of VAT tax agent functionality
- In development (to version 2.4.3) VAT accounting for “long production cycle”
- Accounting for losses of previous years for tax accounting purposes on profit
- In development (to version 2.4.3) accounting for reserves for future expenses
Separate accounting for the State Defense Order

Plan-actual cost analysis


Development of production management
At the level of enterprise plans
- Supported planning by areas (projects, contracts)
- Rolling planning
- Implemented automatic end-to-end production planning for all stages - from finished products to purchased materials
- Manual adjustments of plans are supported
- In development (to version 2.4.3) planning of material balances
- In development (to version 2.4.3) execution of plans on an accrual basis
At the level of intershop management
- Supported simultaneous employment of several work centers at the stage
At the level of intra-shop management
- In development (to version 2.4.3) shift-daily tasks and a new workplace for “manual” assignment of operations
- Specifications for measured products supported
- Formulas for calculating resource consumption in specifications and route maps have been significantly developed
- In development (to version 2.4.3) support for repair production processes
GIS integration

Availability from the cloud
In July 2017, the flagship 1C product - 1C:ERP Enterprise Management 2 - will become available from the 1cfresh.com cloud in test mode. This was announced by 1C director Boris Nuraliev.
To begin with, a pilot stage will begin, providing for free use of the application. In the future, the estimated cost of the service will be from 1,500 rubles per user per month.

1C believes that 1C:ERP in the 1C:Enterprise 8 via the Internet service will be convenient for small enterprises with complex production that require production planning and accounting capabilities. The product is also aimed at new enterprises that are ready to build their business processes based on the standard capabilities of 1C:ERP, geographically distributed small and medium-sized manufacturing and trading companies.
The product may also be of interest to users of other solutions who want to try using 1C:ERP on their data, the company believes.
Earlier, in May, 1C allowed partners to rent out 1C:ERP to clients. The minimum cost for one workplace in this case is from 1000 rubles. per month when installed on the client’s equipment.
Renting 1C:Enterprise programs is a fast-growing segment of the 1C business. As of May 2017, more than 60 thousand workplaces are rented out. Sales growth in 2016 was 37%. 1C Software Rental agreements have been concluded with 54 large corporations using more than 12 thousand licenses. A scheme has become popular when an insourcing company within a holding company becomes a tenant and provides software to its subsidiaries.
According to 1C, as of May 2017, the 1C:ERP Enterprise Management solution was used by about 1,600 organizations in Russia.
2016
Sales dynamics of standard ERP solutions "1C"
As of October 25, 2016: 1268 clients purchased the commercial version of 1C:ERP. 279 implementations were published on the 1C website.













"1C:ERP Enterprise Management 2" in version 2.2

Positioning of 1C:ERP relative to other 1C solutions

More than 100 specialists are involved in the development
- 1C:ERP contains 7.5 million lines of code

Implementations in production

- Custom model of management and accounting 3 levels of management, optional
- Volume scheduling
- Inter-shop schedule
- Intrashop schedule
- Reduced requirements for the quality of reference data
- Accounting for material and resource limitations
- Support of legal requirements
Development in version 2.2
- Preservation of methodology
- Architecture Optimization
- Productivity increase
- Development of material logistics
- Simplification of primary accounting
- Development of ergonomics
- Architecture Optimization
- Increased reliability
- Increased calculation speed
- Calculation of the cost of products during processing
- Recalculation optimization
- Reduced memory consumption
- Built-in diagnostics and testing tools

Cost calculation in 1C:ERP
- Quantitative distribution of batches by FIFO
- Inclusion/exclusion of VAT
- Preliminary cost calculation
- Distribution of additional expenses
- Distribution of indirect costs and salaries
- Calculation of the share of work in progress
- Cost calculation using a system of linear equations
Treasury in 1C:ERP
- Integration with other ERP subsystems
- Preparation of documents “in one click”
- Convenient payment calendar
- Support for settlement payments under 275-FZ
- Exchange with banks in DirectBank format
- Automatic posting of incoming payments
- Accepting payments through Yandex.Checkout

Transition from other applications to 1C:ERP

System open to change

The platform-oriented approach allows you to:
- Use your business-oriented development language
- Reduces development time
- Speeds up the developer learning process
- Execute once-written applications:
- On different operating systems - Windows, Linux, MacOS
- On different DBMS - MS SQL, Oracle, IBM DB2, PostgreSQL
- In different versions - local, client-server, cloud, distributed, ...



2015: "1C:ERP Enterprise Management 2" in edition 2.1
Until this moment, UP 2.0 was in beta version status. Although quite large customers were also involved in the implementation of UP 2.0 in 2013, this was not about full-fledged commercial installations, but about customers exploring the possibility of switching to this ERP and preliminary acquaintance with the functionality.
The price of the main supply (platform version 8.3, application solution and license for one workstation) was the same and for all partners amounted to 14.5 thousand rubles. excluding the 1C application server (72 thousand rubles in the case of one server, without clustering; for various server options prices range from 14.4 thousand rubles to 180 thousand rubles) and directly licenses for workstations (for 100 workstations - 300 thousand rubles, for 500 workstations - 1.48 million rubles) The vendor did not tell the partners the exact price for the final version of the main delivery of UP 2.0 "1C", voicing only the range of 300-450 thousand rubles.
Now the amounts have become known: the recommended retail price for UP 2.0, which goes on sale on December 31, 2013, is 360 thousand rubles. This kit does not include server and multi-user licenses, but includes the 1C:Enterprise 8.3 platform, ERP Enterprise Management 2.0 and Application Solutions Design System configurations, a configurator, a license for one workplace and documentation.
Also for 990 thousand rubles. you can buy a second extended kit: a corporate version of UP 2.0 with document management, server and 100 user licenses. Let us remember that the vendor previously promised that when the final version of UE 2.0 appears, the company will provide a 70% discount to customers who have already used the beta version and can confirm this. “1C” took this percentage of the base delivery price and subtracted the resulting 252 thousand rubles. from the prices of both delivery sets. The total price for beta version users is 108 thousand rubles. and 738 thousand rubles. respectively.
2012
1C:ERP Enterprise Management 2.0
The solution “1C:ERP Enterprise Management 2.0” is a development of the most widely used ERP-class system “1C:Manufacturing Enterprise Management” version 1.3 (1C:UPP) currently used in Russia and the CIS countries and takes into account the experience accumulated over 10 years of using this systems in large-scale projects involving hundreds and thousands of jobs (more than 16,000 enterprises use the 1C: Manufacturing Enterprise Management solution). More than 500 enterprises have already become users of 1C:ERP Enterprise Management 2.0.
Benefits of the solution
- functionality at the level of international-class ERP systems;
- the 1C:Enterprise 8.3 platform, which supports work via the Internet, including cloud technologies and work on mobile devices;
- availability of specialized solutions that expand the capabilities of the system (PDM, EAM, PMO, ITIL, CRM, MDM, WMS, TMS, BSC, ECM, CPM, etc.);
- a network of partners with many years of experience in implementing ERP systems.
Automation of production processes and financial activities increases business efficiency and the competitiveness of the enterprise, improves the conditions for conducting internal and external audits, and contributes to the growth of the company’s investment attractiveness. The “1C:ERP Enterprise Management 2.0” solution allows you to build a comprehensive enterprise management information system that ensures timely adoption of management decisions, transparency of business processes and assessment of the efficiency of the enterprise, individual departments and personnel.

Development and innovation in 1C:ERP relative to 1C:UPP:
- The new production management subsystem provides management of inter-shop transitions and at the operational level, operational dispatching, management of bottlenecks, and equipment loading management.
- The repair organization subsystem allows you to keep records of repair items, register operating hours, and monitor the implementation of current and unscheduled repairs.
- The cost accounting and cost calculation system provides detail down to the composition of the initial costs, visibility and control of the validity of the calculation.
- The financial management subsystem allows you to keep records by areas of activity and use flexible rules for cost distribution. The treasury functionality allows you to effectively manage funds.
- Improved budgeting mechanisms and tools use a tabular budgeting model and allow you to effectively and clearly manage the budget process using a Gantt chart.
- Subsystems for automation of trade and warehouse activities provide effective management of the sales process and allow the use of mobile workstations for warehouse workers and sales representatives.
- Customer relationship management allows you to evaluate the results of marketing campaigns, track the stages of transactions with customers, create a sales funnel and analyze the performance of staff.
- The procurement management subsystem includes specialized workstations that allow, in accordance with supply rules, to automatically calculate the need for the purchase of goods and materials.
- Within the framework of the functionality of regulated accounting, it is possible to reflect business transactions for financial accounting groups, the ability to maintain accounting in the context of separate divisions (branches) of the enterprise, and automatic support for accounting for “complex” VAT without additional settings.
- The functionality of personnel management and payroll allows you to maintain personnel records required by large manufacturing enterprises and calculate salaries based on production data.
- The subsystem of international financial accounting (IFRS) allows you to keep records and prepare reports using various methods of reporting, combining data from RAS, operational accounting and parallel accounting.
- The configuration model is supplied in IDEF0 notation in “1C: Application Solutions Design System” (ASDS), which makes it possible to facilitate the process of designing, implementing and maintaining an enterprise information system.

Features of the flagship solution from 1C
Monitoring and analysis of enterprise performance indicators
The target indicator monitor is used to monitor and analyze the target indicators of the enterprise. The tools of the 1C:ERP Enterprise Management 2.0 solution allow you to analyze the current values of indicators and the dynamics of their changes, obtain a short or extended form of presenting indicators, with a graphical display of data and decoding of values.
Main features:
- building a hierarchical model of goals and target indicators;
- creating different options for indicators with the ability to compare;
- monitoring of target indicators with transcripts of initial data;
- the ability to analyze financial results by area of activity;
- variety of graphic forms of analytical reports;
- access from a mobile device (tablet, smartphone).

Performance monitoring and analysis tools allow you to:
- set an unlimited number of performance targets and various options for their analysis;
- control the organization’s work in real time, “cover the entire business at one glance”;
- promptly identify deviations from the plan, negative dynamics, and growth points;
- decipher indicators with detail down to individual business transactions.
Supports work on mobile devices. “1C: ERP Monitor” is a special application for mobile devices that allows you to:
- quickly view the status of target indicators in the form of charts and detailed reports;
- decipher target indicators using reports;
- view partners’ contact information, their profiles, and make calls to them;
- Selectively synchronize data to speed up work.
The 1C:ERP Enterprise Management 2.0 solution implements a set of reports that allows management and performers to obtain the necessary information from the system for timely management decisions.

Planning system
The use of “1C:ERP Enterprise Management 2.0” ensures the coordinated operation of enterprise services to build and execute sales, production and procurement plans.
The system supports several planning levels:

- support for multi-scenario planning;
- separation of target and control plans;
- availability of various options for filling out plans (data from past periods, formulas, data import, etc.);
- possibility of using seasonal coefficients;
- automatic material planning to ensure production plan;
- checking the correctness and balance of plans, assessing the feasibility of demand plans based on plans
- provision;
- Availability of plan-factual analysis tools.
Manufacturing control
Product data management
"1C:ERP Enterprise Management 2.0" allows you to organize a unified database of regulatory and reference information necessary for production management. Resource specifications set the regulatory need for material and labor resources for product production and describe the production process of manufacturing the product. The manufacturing route is set by production stages at the level of departments (shops) with the ability to specify key resources. The production stage can be detailed with a route map prior to technological operations.

Production order management
“1C:ERP Enterprise Management 2.0” implements two levels of production management. At the top level (the level of the chief dispatcher), in accordance with the product manufacturing route, a volumetric production schedule is formed to coordinate the activities of production departments. The principle of interval control has been implemented, which makes it possible to reduce the dependence of planning quality on the reliability of time standards.
At the level of shop planning, operational dispatching of production is carried out taking into account the load of equipment and the execution of tasks received from the chief dispatcher within the required time frame. At the workshop level, operational planning is provided using optimization criteria, and tools for modeling the production program are implemented.

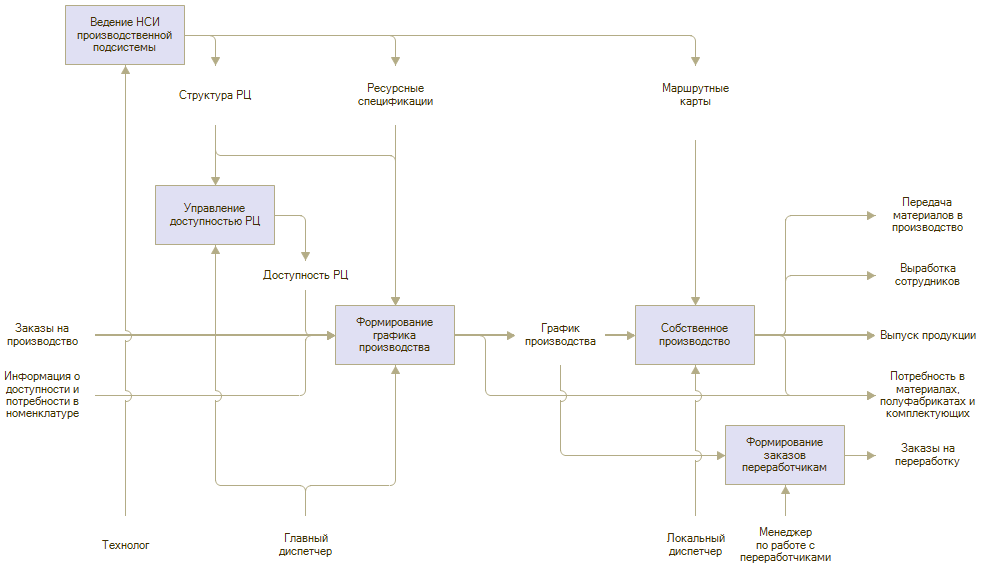
Formation of a production schedule
The production schedule is formed on the basis of sales and production plans, customer orders, internal orders, including orders for equipment repairs. The need for production is converted in the system into a queue of production orders, taking into account priorities and the required production times. Problems to be solved:
- assessment of the feasibility of production orders by the date of requirement;
- formation of production programs (plans) coordinated among each other for individual divisions;
- optimization of the use of material and labor resources by production departments;
- operational management of changes and deviations in production plans.
In-shop management
A production schedule with established deadlines for the execution of production stages is the basis for organizing work in departments. Planning of work within the production stage is carried out by a local dispatcher. The local dispatcher draws up a work schedule in planning intervals based on the current production situation; the “drum-buffer-rope” method and MES/APS algorithms are supported. Automated accounting of work performed using a bar coding system is provided.
Local dispatcher functions:
- control over the provision of resources to the stages being performed;
- drawing up a schedule of work performed, loading work centers;
- allocation of local production batches for processing (formation of route sheets);
- monitoring the implementation of production processes in your department;
- rescheduling the execution of route sheets;
- timely notification of the chief dispatcher about critical deviations from the production schedule.

Organization of repairs
The functionality for managing equipment maintenance and repair has been implemented. Automation of repair activities is designed to ensure the efficient use of enterprise assets:
- preparation, planning and control of work to prevent equipment downtime (routine inspections, identifying deviations at early stages, preventing defects);
- ensuring high quality of manufactured products by monitoring the condition of equipment (timely replacement of consumables and spare parts, monitoring operating hours and residual life);
- reduction of costs for maintaining equipment operability;
- introduction of uniform regulations for the provision and financing of repair work.

The functionality of the subsystem solves the following tasks:
- registration and storage of information about the objects used, the parameters of their operation, the parameters for planning their periodic maintenance;
- registration of equipment output in accordance with specified regulations;
- planning periodic routine repairs.

Cost management and costing
To build an effective cost control system at the enterprise, use existing reserves and consistently reduce costs, advanced techniques and a set of functional tools are used. In "1C:ERP Enterprise Management 2.0" expenses are identified that form:
- Cost of manufactured products - costs through divisions are attributed to orders for production and products (work performed).
- Financial result - the objects of accounting are areas of activity, organizations (including for the purpose of generating profits and losses of organizations), centers of responsibility in the form of divisions.
- The cost of non-current assets - formation of the cost of future fixed assets and intangible assets, accounting for capital construction costs, R&D.

To analyze and build a cost management system, the following approaches are used:
- collection of all information about the enterprise’s expenses through operational (resource consumption standards, characteristics of work performed, etc.) and cost characteristics of business processes;
- highlighting meaningful and controllable costs;
- the use of various procedures and methods for allocating costs to the cost of production and the financial result of the enterprise;
- formation of the value of current and non-current assets, expenses for R&D and capital construction;
- formation of production costs according to costing items with a given cost classification.
The financial result shows the efficiency of the enterprise and characterizes the state of equity capital for the reporting period. 1C:ERP Enterprise Management 2.0 tools ensure the generation of financial results and provide tools for their analysis, automating the following tasks:
- formation of financial results in areas of activity;
- formation of general and separate financial results;
- accounting for other income and expenses.
The use of “1C-Electronic Document Flow” (1C-EDF) allows organizations to use the exchange of legally important electronic documents instead of paper media. Paperless document flow not only helps reduce costs for postage, consumables, and archiving, but also increases the efficiency of the organization.
Implementation of 1C:ERP Enterprise Management 2.0
The 1C company recommends that users implement 1C:ERP Enterprise Management 2.0 in close cooperation with partners of the 1C company who have the necessary competencies in the field of complex automation of enterprises on the 1C:Enterprise 8 platform, a staff of certified specialists - partners with status "1C: ERP Center".
1C:ERP Enterprise Management 2.0
Article: 4601546109118
« 1C:ERP Enterprise Management" was created on the innovative platform " " version 8.3 by a project team of specialists from the 1C company with the participation of a specially created expert council, which included specialists from leading 1C partners (ERP Centers, 1C Development Centers) and heads of specialized departments of large industrial enterprises.
Before the release of this software product, thorough testing was carried out both by a team of specialists and by practical implementation in enterprises.
In turn, budgeting has become more transparent thanks to a tabular mechanism for generating estimates, an obvious calculation of the required performance indicators, flexible implementation of operational changes and a reliable regime for maintaining confidentiality. Significant progress has been made in automating logistics and warehouse business processes and improvements have affected the following areas:
- effective coordination of cooperation with clients
- application of automated sales procedures
- automatic pricing according to optimal inventory turnover
- package organization of commercial interaction
- monitoring the sales process in real time
Borrowing “ ” functionality: analysis of warehouse occupancy and reserving space for priority deliveries, control of reusable containers, management of goods transportation.
Regarding the organization of accounting in this ERP system, it is now possible to regulate individual principles for documenting transactions, promptly control wiring in the context of primary documentation, it is important to correct the transactions performed, automate the administration of special VAT accounts, and create in detail mandatory financial reporting forms.
There was also development in the subsystem of workforce management and the calculation of salaries and bonuses. Now it is convenient to maintain a staffing table, carry out fair calculations of wages according to actual labor productivity, and correctly display labor costs in management and accounting.
Depending on the required type of access to the system, the appropriate operating mode is applied: full-fledged, thin and cloud client.
Nuances of the functional model “1C:ERP Enterprise Management 2.0”
The operation of this system is based on generally accepted principles of carrying out entrepreneurial activities according to a business model.


Thus, the entire system is easily customizable; if necessary, unnecessary modules are simply not deployed. The company that will implement “1C:ERP Enterprise Management 2.0” must comply with the requirement IDEF0 standard, which implies a detailed analysis of the interaction of individual subsystems for each specific project. As a result, stable functioning of the entire system is achieved with significant compliance with the needs of the enterprise.
This article continues the series of publications about the new ERP system released by 1C at the end of 2013, “1C:ERP Enterprise Management 2.0”. The article is devoted to the organization of production planning in the 1C:UP2.0 program. The author is Ekaterina Smirnova, a leading consultant on the implementation of ERP systems at the Razdolye EC.
Introduction
The purpose of this article is to talk about the production planning methodology in the new software product “1C:ERP Enterprise Management 2.0” (hereinafter referred to as 1C:ERP).I would like to note that the planning concept in 1C:ERP is fundamentally different from the mechanisms laid down in SCP 1.3. The theory of limitations of systems (TOS) by E. Goldratt is taken as a basis, namely: the performance of the system as a whole is determined by the performance of its “weak link”. Accordingly, the task of the production planning subsystem is to optimize the load of just such a work center. In other words, a work center that prevents a company from selling more products is called a bottleneck or drum.
So, in accordance with TOC, the system must plan the operation of the bottleneck. Work centers located in the production chain before and after the drum, unless they are constraints, are not planned. They are counted only as temporary buffers, that is, the program gives the department time to perform production operations, but does not control their load. It is understood that due to their greater productivity than the drum, such work centers will be able to complete the entire production program.
Due to the fact that the performance of the system is determined by the performance of the drum, the rhythm of launching materials into production should also be determined by the operation of the drum. This methodology is called Buffer Drum Rope (DRR).
It should be noted that 1C:ERP does not limit the operation of the planning subsystem to only one bottleneck. If the enterprise has several machines/work centers that need to be controlled, the program allows you to define production routes on several drums.
Together with the BBB, the concept of rhythmic planning is used. This is implemented in the system as follows: all work of a production unit is divided into equal planning intervals (they can be from one hour to a month), and planning is carried out within the interval.
To ensure rhythm, processing operations for one batch of products at different work centers are distributed over different time intervals. Even if two operations fit into one time slice, they will be distributed in different intervals, and the remaining time can be scheduled for executing an operation in another batch.
It should be noted that within 1C:ERP, buffers for executing other operations not involved in planning also take up at least one entire planning interval, even if the execution of the operation takes only part of this time.
Production planning is divided into 2 levels:
- Global dispatcher level - planning the production chain as a whole across departments and production areas. The global dispatcher does not schedule time for each operation, but only transmits a list of operations that must be performed at each time interval. The global dispatcher also controls the availability of materials and semi-finished products at the beginning of each operation. Another task of the global dispatcher is to control the execution of all production operations based on the results of the planning interval.
- Local dispatcher level - Production planning within intervals. The local dispatcher determines a specific execution time for each operation received from the global dispatcher. It also defines the specific work centers that will work on the operations and the sequence in which the batches will be processed.
Let's look at the planning principles described above using an example.
Before you begin planning operations, you need to enter regulatory and reference information into the system.
The first thing that must be defined in the system is the structure of the enterprise: a list of production units that will participate in the production process.
The information required for the planning subsystem is located on the “Production unit parameters” tab
The work schedule determines the periods of availability of the production unit. If it is not specified, then the value of the main schedule specified for the enterprise as a whole is taken.
Each department can have its own work schedule, which will be inherited by work centers.
A very important parameter is the materials warehouse. When planning, the availability of materials for production will be assessed exactly at the warehouse specified for the department.
The planning interval is a time slice that determines the rhythm of the department’s work. This could be one hour, a day, a week or a month. Each department can have its own scheduling interval.
The option for managing route sheets is also indicated here. As part of the article, we will consider the Drum Buffer Rope technique.
The next reference book that should be completed before planning begins is the work center structure. The directory consists of two parts: Types of work centers (groups of machines of the same type), and the work centers themselves.

The global dispatcher, who controls the production process as a whole, works specifically with types of work centers.
The local dispatcher ensures and controls the load of each work center separately.
The main parameters significant for planning are specified in the form of a work center

The type of work center must be subordinated to the site (division). Work center types can have their own work schedule, different from the work schedule of the department or the enterprise as a whole, but the planning interval is taken from the department.
Maximum availability is a parameter that determines the maximum operation time that can be performed on a given type of work center. This means that if the maximum availability time is 8 hours, an operation that takes 16 hours to complete will take 2 days to process. Moreover, if it takes 16 hours to process one product, then several machines will allow you to process more products, but will not speed up the processing of one.
The maximum significant buffer is a parameter that determines the time (in percentage) that will be taken into account when planning. If the buffer is smaller, it will be ignored and will not occupy the scheduling interval.
If the “Take into account availability according to work schedule” flag is not set, then it is assumed that work centers of this type can perform any amount of work.
The availability reserve allows you to set the percentage of the safety margin of time for correcting defects, urgent orders, etc. When planning, by default, this time is not used. To use it, you must set the appropriate permission in the production order.
The “Schedule work for” parameter determines the default period for scheduling the availability of the DC.
If you need to plan changeovers in 1C:ERP, then when you set the “Setup options are used” flag, you can set the time.
Specific machines are entered into the “work centers” directory with reference to the type of work center. An individual work schedule and “Work Time Coefficient” can be specified for a work center. The coefficient allows you to operate machines with different productivity within the same type of control center. When planning, the required processing time from the specification will be multiplied by it.
Next, for planning purposes, you need to set the availability of work centers. This operation is performed using the “Work Center Availability” document. The document consists of 2 bookmarks. The first tab lists the types of work centers. The list can be compiled by division and by work centers for which the availability schedule is not completed.
The second tab contains a list of created availability graphs.

In order to generate a document, on the “Types of work centers” tab, you need to highlight the line and click the “Set work schedule” button.
The document is compiled for the type of RC; the RCs themselves are listed in the rows of the tabular part of the document.
The period is set automatically as the current date plus the number of days specified in the “Schedule work for” parameter of the work centers type. The period can be adjusted manually.
Work center availability is determined in hours for each planning interval, taking into account work schedules and availability reserves.

If necessary, availability can be changed manually. A sign of manual adjustment appears in the field of the changed value.
Availability must be set for all types of work centers involved in the production process, since the planning subsystem takes data for constructing schedules from this document.
Another required object for planning purposes is the resource specification. It is in the specification that the stages of production and the need for materials are specified.
Specifications are set from the “Nomenclature” directory card on the “Production” tab.

All specifications are complete. On the “Output Product” tab, one or several output products are specified. It is mandatory to indicate the share of the cost even if one product is planned to be released. The cost share is important to the cost accounting subsystem.

On the “Materials and Works” tab, a list of raw materials, semi-finished products or work required to produce the product is specified. For each line, you must specify a costing item. This detail is not involved in planning, but is significant for calculating the cost, so an empty detail will lead to errors when registering the issue.

In the specification for products for the production of which semi-finished products of own production are used, the semi-finished product can be specified in two ways:
- Can be specified as a regular material. In this case, the system itself will find the specification and build a specification tree taking into account the semi-finished product. But when planning a production order, operations for the production of semi-finished products will not be taken into account. It will be necessary to plan them separately, using special processing. In this case, the system will analyze the remains of finished semi-finished products and exclude those items that are already in stock.
- You can set the “Produced in process” flag and explicitly specify the specification for the release of the semi-finished product. In this case, when planning, the stages of production of semi-finished products will be taken into account automatically. The system will plan production, regardless of the availability of ready-made semi-finished products in the warehouse.
The production process in 1C:ERP can be either in-house (Single-stage/Multi-stage) or carried out by a third-party processor.
In this article I will talk about planning on my own work centers.
Consider a variant of a one-stage production process:
For a stage, the department in which it will be performed is indicated. The division is the limiter for the selection list of work center types.
If necessary, you can set the “Split route sheets by” flag. The mechanism is used if there is an optimal batch size for launching products into processing.
In order to indicate the types of work centers whose work you want to schedule, you must check the “Schedule the work of types of work centers” flag.

Then you need to add a type of work centers to the table section.
I would like to draw your attention to the fact that despite the fact that work centers are indicated in the tabular section, the system will plan only for one of them. It makes sense to indicate several types of work centers in the case when you do not know exactly which of them is the key one. With this method of specifying the RC, the system itself will determine the key one during planning and install it in the production schedule.
The “Operation time” field indicates the time required to complete the operation on the number of products specified in the “Simultaneously produced quantity” field.
If the "continuous" flag is set, then the stage cannot be interrupted by an unavailable work period (such as a weekend).
The algorithm for specifying a multi-stage production process does not differ much from a single-stage one.
To create a multi-stage process, the corresponding attribute is set. A new stage is created in the “Stages” tabular section. It indicates the name of the stage.
The department and details similar to the one-step process must be indicated.

For multi-stage specifications, the sequence of execution of the stages is important, so if the stage is the last, you need to clear the “Next No.” field in it. stage".
Also, for multi-stage specifications, the optimal amount of transfer between stages can be determined. If this quantity is different from one, then the system will not schedule the start of the next stage until the optimal number of items in the previous stage has been processed.

Another important point is the status of the specification. A specification in the “In development” status is available for changes, but is not available for selection in documents. In order for the specification to become available, the status must be set to “Valid”! Current specifications are not available for revision.
In order for the specification to be automatically selected in documents, you must set the “Main in any department” flag.

The result of entering specifications can be viewed through the “Specification Tree” report.

It is very important that within the production phase, operations can be performed in which the output products are not fixed. At the same time, materials and labor costs can be written off and operating expenses can be distributed to them.
At the same time, operations can be performed that result in output products, but there are no costs. Plus, when calculating the cost, all the costs of the first stage, and, if necessary, additional costs will be included in the stage as a result of which the final product will be obtained.
At this point, the entry of regulatory and reference information is completed, and planning can begin.
The main source of data for planning is the production order. It can be found in the "Production" section.
In the “Dispatcher Division” field, a division is indicated by which orders can later be filtered in the global dispatcher workplace (it does not have to coincide with the issuing division).
The finished product is specified in the product, the quantity and date of requirement are indicated. The release warehouse is indicated.

It is very important to note that after entering the product range and selecting the specification, the system copies the data to the order specification.
This is a separate object within the production order, which can be viewed by clicking on the field under the exclamation mark. The order specification defines the item used for production, options for providing it, as well as details of the production process.
The order specification is created based on the product specification, but can be changed. Production planning will take data specifically from the order specification.

The purpose of this object is to make it possible to make changes that will apply to a specific production order. For example, analogues can be used in this document. You can also manually change the planned quantity of materials, and this change will apply only to a specific document.
Only those orders that have the status set to “For production” are sent to the global dispatcher.
The global dispatcher works in the "Production Schedule" form in the "Production" section.

The form is divided into 3 parts:
- In the upper left part there is a list of production orders. The list can be filtered using quick selections by priority, dispatcher unit, and responsible.
- The upper right part displays the finished products for the selected production order, release date, requirement date, ordered quantity and released quantity.
- The lower part reflects the planned stages for the selected order, which will be transferred to the local dispatcher.

The following planning options are possible:
- Ignore the availability of materials.
- Ignore work center availability restrictions.
- To the "empty factory".
- Use availability reserves (the time that the system, with appropriate settings for the work center view, leaves in reserve).
The operations in which the buffer was specified in the example are offset by one interval. After operations in which a buffer is specified in the example, there is also an empty interval.
To analyze the production schedule, you can click on the diagram element and the production schedule diagnostic form will open.


The local dispatcher works in the “Production dispatching” form. The form is intended for units working using the BBB method.
This form is used to reflect the current tasks of the unit dispatcher, as well as to navigate through the rest of the local dispatcher’s work areas.
The form provides selections by Division, work center, team and period.

The first action that the local dispatcher must perform is the formation of route sheets.
The route sheet is the main document for operational production accounting.
Firstly, it is used to clarify the nuances of planning: it specifies the specific machines that will be used to perform the operation, as well as the operating time of the machines.
Secondly, the document reflects the actual progress of production: the actual time of start and completion of work, the actual output, the actual use of materials.
During normal production processes (without deviations from the plan), work with the document is carried out automatically.
To generate route sheets, you need to click on the link “Generate route sheets” in the upper right part of the form.

Route sheets are generated all at once for the selected date, according to the division specified in the RM.
The route sheet indicates the type of work center and the amount of work in hours. Output products (if any) and required materials and work (if any).
Before planning, the production period is specified equal to the planning interval.

The tool “Creating a RC schedule” is intended for this purpose.
In the header of the form, selections for production stages (route sheets) are specified. Selection by division, type of distribution center, period is available.
In the upper left table there is a list of route sheets for which no dispatch center is specified and no schedule is assigned.
The list of work centers contains a list of work centers available for scheduling, indicating their current load. The bottom list displays the generated schedule.
In order to assign a work center to a stage, you must perform the following steps: select the desired stage in the left list, select the desired work center in the right list and click the assign button.
If the operation is completed successfully, the route sheet disappears from the upper left list and appears in the lower “Schedule” list.
In this case, the operation execution time is adjusted by the coefficient specified for the selected work center.

If necessary, production stages can be divided into several stages, each of which can be assigned to its own DC. To do this, you need to click the button above the left list. A form will open in which you can divide the route sheet into several parts.
The generated schedule can be viewed on the diagram, which is located on the “Occupancy schedule” tab.

If necessary, the stage schedule can be deleted using the corresponding button. Then the route sheet will again appear in the upper left list, and the schedule for it can be generated anew.
Route sheets for which a RC is assigned and a schedule is set must be transferred for execution. This also happens in the “Production Dispatching” PM.
In the “Tasks” menu, route sheets can be:
- Submitted for execution.
- Marked as completed.
- The readiness of the key work center was noted.
- Issue of materials to production.
- Employee development has been completed.
In this article we will talk about the ERP system “Manufacturing Enterprise Management”. When automating manufacturing companies, this product often turns out to be the optimal solution, and I have been involved in the implementation of 1C UPP for different organizations more than once.
While working, I noticed that there are practically no reviews of this software product. There are technical documentation, some advice for programmers on solving specific problems in this system, and training courses. But for users there is no clear description of the entire system. And very often, before implementing this software product, I have to explain the features, advantages and disadvantages of “Manufacturing Enterprise Management” practically “on my fingers”.
Even on Habré in the ERP section there was still no information about this system. It was this gap that I decided to fill. In addition, I hope that my article will help entrepreneurs and IT specialists at the stage of choosing software for automating a manufacturing enterprise and prepare them for the features that need to be taken into account when implementing this system.
In this review I want to tell you what the UPP ed. system is. 1.3, so that whoever decides to buy and implement it is more aware and more conscious in choosing this expensive product. I will try to give an objective assessment of the system, based on my experience with it and the experience of my clients. This review will help someone make a positive decision regarding the purchase of the program, and someone will decide to abandon it.
In order to understand the features of a software product, you need to answer the following questions:
- What is the system, what tasks are set for it.
- How capable is this system of performing its assigned tasks?
- Identify the pros and cons of the system.
What is an ERP system?
The ERP (Enterprise Resource Planning) system is a corporate information system that is designed to control, record and analyze all types of business processes and solve business problems on an enterprise scale.
Simply put, the ERP system combines all types of accounting that are present in the company. Using ERP systems, information is exchanged and interaction is carried out between different departments, etc. In the case of the ERP system “Manufacturing Enterprise Management”, the software product offers the implementation of all these functions for a manufacturing company.
When implementing the “Manufacturing Enterprise Management” product, the developers tried to combine the maximum possible list of functions in the system. If you look at the documents, you can count as many as 15 subsystems. The fact is that in 1C documents are grouped into subsystems:
- Manufacturing control
- Cost management
- Procurement management
- Planning
- Tax and accounting
- Wage
- Personnel accounting, etc.

The screenshot I took clearly shows that a very small part of the documents relates directly to production. All other documents are additional subsystems designed to make “Manufacturing Enterprise Management” a universal solution for the work of all departments. I don’t see any point in considering all these possibilities in detail, but it is important that each of the subsystems works efficiently and fully and can solve the needs of a specific business. In this article we will dwell in detail on the block that distinguishes UPP from other 1c - Production Management solutions.
1C UPP: more about the product
The 1C company positions “Manufacturing Enterprise Management” as one of its flagship products. This is a typical configuration from 1C, i.e. the software product is completely produced by 1C itself, and any modifications to the system must be carried out by official 1C partners. UPP is one of the configurations that is constantly supported by 1C; updates are released for it, etc.For this standard configuration, many modified, so-called industry versions have been created: 1C.Mechanical Engineering, 1C.Meat Processing Plant, 1C.Furniture Production, 1C.Printing, etc.
Industry solutions are created by 1C partner companies based on the basic configuration. This usually happens as follows: modifications are made for a specific customer, after which they are “assembled” into a new version intended for the selected industry. The modified configuration is named after the industry for which it was written and is sold as a “boxed solution.”
Product cost
In order to work with this configuration, you must purchase the product itself. The recommended price from the 1C company is 186,000 rubles. And the licensing of this software product is carried out on a common basis for 1C, i.e. users of other 1C products may not purchase any separate licenses for this system.Any license, for example, from 1C Accounting or 1C Trade and Warehouse is suitable for this system. Naturally, the cost of licenses for these products is the same.
It is important to understand: for industry solutions, 1C partner companies may require their own separate licenses. And here the price may differ from the basic version.
As when working with other products, licensing is carried out according to one of the options accepted in 1C: for a computer (device) and for a user (connections from any device). I will not go into detail here, since all the information is on the 1C website. You can get acquainted with it at the link: http://v8.1c.ru/enterprise/
A lot has been written about the 1C program itself. I also wrote about this platform, for example, in the article “Why 1C is bad and why 1C programmers are so disliked.” Taking into account the fact that the “Manufacturing Enterprise Management” system operates on the basis of 1C. Enterprise 8.3, all the advantages and disadvantages of the basic software are also present in it.
Let's take a closer look at the configuration
In the book “Production and Operations Management” by R.B. Chase, F.R. Jacobs, N.J. Aquilano, I liked the list of tasks that are posed to ERP systems for a manufacturing enterprise:- Keep records of new orders and promptly inform the production department about them.
- Provide the sales department with the opportunity to see the status of the customer’s order at any time.
- Provide the purchasing department with the opportunity to see production needs for materials at any time.
- Providing the state with data on the company’s performance in a timely manner, i.e. maintain accounting and tax records.
Accounting for new orders in the sales department
Order accounting is an integral part of the work of any sales department. Any order consists of several parts:- Customer accounting (to whom the sale is made);
- Accounting for goods (what will be sold to the client).
And detailed information about all goods that can be sold is stored in the Nomenclature directory. 
A nomenclature is a directory that is designed to store information about goods and services that can be provided to the buyer. And in this system, nomenclature is one of the most complex reference books.
The following can be stored here:
- Product Name
- Series
- Photos
- Technical documentation files
- Description and almost any other information about the product.
Using the example of sewing production, work on an order is divided into the following stages:
- Accept orders and record customer needs.
- If necessary, purchase material for the order.
- Carry out cutting and then sewing of products.
- Conduct inspection (quality control) of goods.
- Transfer finished products to the warehouse.
- Carry out shipment or delivery to the buyer.
Notifying production about new orders
Manufacturing should see new orders as soon as they arrive. The 1C UPP configuration, in general, copes with this task. But a counter-problem arises: production should see only those orders that need to be produced. Those. If the order document specifies goods that are already in stock, production is not interested in such an order, and its appearance in the list of documents available for production can create additional confusion.Production should see orders immediately after they are received, but only that part of the orders for which products need to be produced.
In order to avoid such problems, 1C developers offer the following solution: based on the buyer's order, the sales manager must create a new document - Production Order, which will list the product items that need to be produced.
But this option cannot be called very convenient, since there is one more step in the work, completely dependent on the human factor. Those. After creating an order, the manager may forget to create a production order, make a mistake, and so on. As a result, the required goods will not be delivered to the production plan on time, and the customer will not receive the ordered products on time. Naturally, with full automation of the enterprise, such situations are unacceptable. On the other hand, this problem can be completely solved by creating additional processing.
We have created the following solution for a clothing company. An additional plugin was written that creates a production order automatically based on a certain list of different conditions.
This processing determined whether the required items were in stock. If not, then the next step was to analyze available items in production. If there are no such products or they are scheduled for a date later than specified in the order, a production order is automatically generated.
Conclusion: The system has everything you need to store information about products and customers. It is possible to create an order and transfer it to production. But to fully automate the work, it will still require modification to suit the needs of a specific enterprise.
Status of an order in production
As already mentioned, after an order has entered production, it is necessary to provide the sales department with the opportunity to monitor the status of the order in real time. It is important for the manager of the sales department to know at what stage the work is: whether the ordered goods have already been delivered to work, when it is planned to be completed, etc.This is implemented in one of two ways:
- The sales manager can track at what technological stage the work on the order is: planned, entered into work, at quality control, etc. Thus, a sales specialist can constantly monitor the work on each order and notify the client about deadlines.
- A sales period is set for the product, i.e. the date when the list of the required items will be produced, will be tested and will be ready for shipment.
Unfortunately, in the second case, there are no ready-made tools for cases when production may change the order completion date. Only the sales department can make any changes to the shipment date, and upwards. Typically, the manager can reschedule the shipment to a later date, but production will have to be notified of the possibility of changing the timing of the creation of goods manually. Also, if necessary, production cannot postpone the shipment date, even if it becomes possible to complete the order faster.
In the basic configuration, any changes in deadlines and determination of the stage of order fulfillment are carried out manually by employees, as a result of which the unpredictable human factor is included in the work. But here improvements will help solve the issue.
So, for sewing production, we created a summary report that showed: which batch of goods (from which orders) is in production, including, the report shows which batch is in cutting, which is in sewing, and so on. Those. we divided the production processes into stages, and the report displayed the overall picture - which products from which orders are at which stages of production, which are in queue (indicating the start date of work), which are in quality control, which have been sent to the warehouse.
Initially, this report was created for production workers so that they could monitor their work and make adjustments if necessary. But later we opened the same report to the sales department so that managers could also see the status of a particular order.
Conclusion: The configuration does not provide for automatic data exchange between the sales department and production after the order is submitted for processing. But it is possible to implement similar solutions based on this configuration by creating additional reports and processing.
Communication between production and purchasing department
A very important point is to provide production with the necessary materials. At the same time, for correct operation, it is necessary to provide production with everything necessary to fulfill orders and create goods for free sale from the warehouse, and on the other hand, it is necessary that excess materials do not accumulate in the warehouse. Therefore, the supply department must have access to up-to-date information about the amount of materials in the warehouse and current production needs, including a list of materials for orders that are just planned for production.How this work should happen:
- A list of needs is generated.
- Based on this list and product specifications, a list of materials necessary for the production of products is formed.
- Based on the received list, a procurement plan is formed.
- In accordance with the procurement plan, the system generates orders for suppliers.
The system has a document called the Procurement Plan. It collects information about needs, i.e. about what needs to be purchased to ensure production and in what quantity, as it should be in a classic MRP system.

MRP (Material Requirements Planning)– this is automated planning of the enterprise’s needs for raw materials and supplies for production. Planning is done based on specifications.
Specification (Bill of Material) is a reference book that describes all the parameters of a particular material, its qualities, features, tolerances. For a finished product or “semi-finished product,” the specification indicates what the product consists of.
The production of each product requires certain materials and semi-finished products. Materials can be ordered immediately based on specifications. For semi-finished products, it is necessary to take the next step - to figure out what materials, in turn, this or that semi-finished product consists of. And also add the necessary materials to the order.
Thus, each finished product is automatically divided into materials using several steps. For example:
The suit consists of trousers, a jacket and packaging (package). Trousers and a jacket are semi-finished products that need to be decomposed in the next step; to create a package, the material can be immediately added to purchases. In the second step, the trousers are “divided” into different types of fabric, thread, zipper, and buttons. Similarly, a jacket also consists of different types of fabric, threads and buttons. All these materials are added to the purchasing plan.
Now you can proceed to selecting a supplier for each material and creating an order. All of the above stages in the SCP system are not automated, and therefore some modifications will be required to solve the problem. At the same time, the configuration provides the ability to store all requirements, and there is also the ability to collect procurement information. But in the basic version, they all require human intervention, which reduces the level of convenience and reliability. Therefore, external processing will also be very useful here, especially since all the data and access to it are available in the system.
For sewing production, we solved the issue as follows. Based on the report developed for production, as well as information on orders, the need for the necessary materials was automatically calculated. Next, materials stored in the warehouse were subtracted from this list, and a report was created with the help of which purchases could be made. Suppliers then tell you how quickly they can deliver the materials. And this information is manually entered into the system, on the basis of which sellers will be able to notify customers about the timing of order production.
Accounting and tax reporting in a “box solution”
The typical configuration of “Manufacturing Enterprise Management”, as conceived by the developers, should collect all the information necessary for accounting and tax reporting and create all the reporting necessary for the work of the accounting department.And here this configuration has a very large “Achilles heel”. The fact is that in each document there are three checkboxes:
- УУ – document on management accounting;
- BU - the document is subject to accounting;
- NU – the document is subject to tax accounting.
Since documents are not separated into different systems, the human factor comes into play. For example, an employee of the purchasing department or a storekeeper, after receiving materials, posts a receipt document. The material is registered. But if he does not check the BU box, then the accountant does not see the document, and he himself posts the invoice based on the tax invoice received by him. As a result, the document is corrected twice by different authors. And if any errors occur, it will be very difficult to identify the culprit.
I don’t know how this problem is solved in different cases. So far, I have come across options where management agreed with this shortcoming and preferred to rely on employees. The only method of protection against human error that has been implemented is to set the default checkboxes. In principle, in the small and medium-sized businesses with which I usually work, this is really enough.
Integration with other software products and systems
Integration is an important stage that is necessary when automating the work of any company, including production. It is necessary to understand that integration is an expensive process that takes a significant amount of time and effort. Since we are talking about a complex multifunctional ERP system, for high-quality automation of processes it will be necessary to obtain a large amount of various data from different sources.If you look at it from a production point of view, you will definitely need to load data on product release dates, semi-finished products and materials into the system. The purchasing department uploads delivery notes and other receipt documents into the system. The sales department must upload information about orders and so on. In addition, different situations are possible in production, and it is very important that the system promptly receives information about material consumption, defect rates, rescheduling of production due to some difficulties that arose during the work process, etc.
For example, at a sewing enterprise, integration was carried out with a cutting machine. Integration with some CAD software, with the company’s website, and with other solutions is also often required. And this stage of work often takes up to 30% of the budget.
At the same time, without such comprehensive solutions, the use of an EPR system will not be effective; you will not be able to reach a new level of control and automation of the enterprise. This is very important to understand.
Any system is only as effective as its weakest link. And if during implementation you refuse to integrate in one case or another, and rely on the human factor, errors will certainly accumulate, and the entire system will become unstable.
For example, if we are talking about designing a new product, then all design documentation should be uploaded from the design system (CAD) to the ERP system automatically. And then, if any questions or difficulties arise, it will always be possible to understand what specific product we are talking about. And designers will be able to make the necessary changes quickly and without errors.
When it comes to production, it is very important to receive timely and error-free information about incoming orders (for example, from a website or from a special order form) that need to be produced, as well as timely and error-free transmission of information about the actual materials used, which will allow work to continue no downtime.
I already mentioned above that at the sewing enterprise it was necessary to integrate with a cutting machine that cut 36 layers of fabric simultaneously; it was necessary to obtain information about the scraps, the amount of scrap, and distribute this scrap among the cost of the entire batch of products. Accordingly, an add-on was required that directly integrated with the machine so that the system understood the data that came out of it and sent data to the machine in a format that it could understand. In addition, processing was required for the data received from the machine to calculate defects and product costs.
Also, in many other cases, relying on the human factor is unacceptable, since errors, inaccuracies in the system, and untimely entry of information lead to disruptions in work. Therefore, integration is, of course, not a quick and expensive process, but it is necessary to improve the quality of work.
Industry solutions
In addition to the basic configuration of 1C. There are a significant number of industry solutions for SCP. They are created by 1C partner companies based on the basic configuration. Most often, such solutions appear as a result of the implementation of 1C.UPP for some manufacturing enterprise. After that, the modified version of the configuration for a particular industry is slightly modified and offered as a ready-made industry solution to customers.Now on the 1C website you can find such configurations for almost any industry. But it is very important to understand the following points:
- The configuration was modified to suit the needs of a specific enterprise. And there is no guarantee that this approach will be right for your company. For example, dairy production can create cottage cheese and sour cream by weight, or it can package these products in certain containers. It can produce milk, kefir and fermented baked milk, or it can specialize in yoghurts and desserts. Each of these cases will require different modifications. And it’s not a fact that those offered in the basic version from partners will suit you.
- Industry configurations are carried out by partner companies on the basis of the main one, while significant changes are made to the configuration itself. Therefore, updates for the basic version of 1C. Soft starters are not suitable for an industry configuration. Users will have to wait until the 1C partner company also updates the industry version.
A few words about 1C. UPP ERP 2.0
There is also a separate 1C configuration. UPP ERP 2.0, to which significant improvements and additions were made necessary to automate the management of a manufacturing enterprise. Those. this configuration is positioned not just as a complete solution, but as a universal solution for a manufacturing enterprise that includes a full-fledged ERP system.This system is also created on the basis of 1C, the configuration is also comprehensive, not modular. Therefore, all the features of 1C products, in principle, as well as the problems encountered when implementing complex 1C configurations, are also inherent in this system.
On the one hand, version 1C. UPP ERP 2.0 really features an expanded set of functions, primarily related to automation and management issues. But this software product was created relatively recently. And I believe that it is too early to switch to this version due to the fact that it has not yet been fully developed.
It is constantly updated with new features, new reference books, documents, reports, unlike 1C. UPP, to which updates only include corrections of identified bugs and updates to accounting and tax reporting related to changes in legislation.
In addition, the 1C system. UPP ERP 2.0 is much more expensive than the 1C configuration. UPP.
Pros and cons of the 1C UPP system
The system is truly comprehensive and, with appropriate modification, it can perform the functions of managing a production enterprise of a certain type. It is also important to understand that each industry will require different improvements. If the system was created for sewing clothes, it will not be suitable for a dairy production enterprise. Of course, you can also use industry solutions, but I personally do not recommend using such solutions.Simply because if the standard configuration of “Manufacturing Enterprise Management” does not suit you in many respects, then industry solutions will not suit you either. In this case, it will be easier to choose another product or actually order a custom solution. And if the standard configuration suits you for the most part, then the number of modifications and settings to suit the characteristics of a particular business for a standard solution and an industry-specific one will differ little.
An important disadvantage of the system is the lack of modularity. Those. To solve certain problems, you can create certain processing or reports, “add-ons” to the system. They will work, but the basic solutions will remain untouched. But if for some purpose you need to make changes to the work of documents or reference books, you will need to make changes to all subsystems that exist in the configuration.
Due to the lack of modularity in this system, it is impossible to make any significant adjustments to accounting or, for example, to the work of warehouse accounting without significant changes to documents and directories intended for other departments. They are all connected and work with the same reference books and documents. However, this feature is widely known, as it is inherent in all software products from 1C.
That’s why no one usually makes significant improvements to this system; they try to make do with external processing, reports and other add-ons. Industry solutions are most often just a variation of a set of add-ons that was created for a specific enterprise related to a specified area. And you will still need some modifications, the cost of which differs little from modifications to the basic configuration. But the reliability of a standard solution is always higher than products from partner companies.
Conclusion. If you are satisfied with the basic system configuration, it is best to buy and install it. But at the same time, it is very important that the implementation of the system is carried out by experienced specialists who will be able to not only configure the software, but also make all the necessary improvements for your business, reports, and carry out integration with other software products and systems.
With the right approach, the 1C Manufacturing Enterprise Management system becomes an excellent tool that will allow you to achieve a high level of automation of business processes and coordination of the work of different departments of the company.
As a conclusion, I want to give some advice to those who have decided to purchase and implement the program “1C: Manufacturing Enterprise Management 8 edition 1.3”:1. Choose a strategy
SCP is a complex and large product that claims to be universal. The product is expensive, and I'm talking here not only about the acquisition cost, but also about the cost of owning the program - qualified specialists are expensive, and there are very few of them. Choose a strategy and determine why you are buying this particular program and how you will use it, what you are going to do with it next.What are the different strategies? One of my clients chose this configuration because “it is the only system that has everything.” This enterprise worked in several systems: 1c, Excel, etc. - they decided to take one system to consolidate accounting.
Another company, which was developing production, wanted to control work in progress - they were worried about accounting for materials in production. This is also a strategy.
2. Consider integration
Integration must be thought through initially in order to assess what financial and time resources will be spent on its implementation. An objective assessment of this fact can influence the decision whether to purchase this program or give preference to another product.3. Assess the need for SCP in terms of the size of the company
SCP is not suitable for every company. I saw a company that employed 15 people. They somehow “inherited” the SCP system, but implementation and modification cost a lot of money, and in the end they never switched to SCP. You must understand that if your company is not sufficiently prepared to work with such a complex product, then it will not have any effect. I do not recommend this configuration for a small company.4. Assess the need for SCP from an industry perspective
Although 1c writes that UPP is a universal solution, one must understand that it is only suitable for assembly production, which involves assembling one whole product from several parts. For the production of, for example, building materials and mixtures, this configuration was not suitable.New articles
- “Everything is like in a computer game
- Examples of the best resumes for getting a job
- Abstract modern ethics Fundamentals of modern ethics
- According to Feng Shui, cranes are a symbol of health and longevity
- Margin in simple words
- Shorter working day
- What to feed street birds in winter
- The castration procedure for piglets and its advantages
- We develop an employment contract with piecework wages
- Job description for front loader driver sample
Popular articles
- Lesson on the topic “The reason and significance of the warm-bloodedness of birds
- Culture and religion presentation for a lesson on the topic Do you consider yourself a cultured person
- How to write a resume for a job correctly: template, sample, what to include, what not to include
- Conversation on the topic: “Profession hairdresser
- Transfer without the employee’s consent due to production necessity
- Presentation on “human sensory organs and analyzers” Presentation on the topic of properties of animal analyzers
- Normal sources of reserve formation Values of the main analytical coefficients
- Skin suture. Interrupted seams. McMillan-Donati suture. Struchkov seam. Gillis seam Donati p-shaped seam on the neck
- Job description of a personnel development manager, job responsibilities of a personnel development manager, sample job description of a personnel development manager
- Reports in the 1C: Retail configuration